Spannvorrichtungen
Sie benötigen Vorrichtungen für die optimale Fixierung Ihrer Bauteile bei der serienbegleitenden Vermessung?
Die 3D-Koordinatenmesstechnik setzt sich aus den beiden Technologien der optischen und der taktilen 3D-Koordinatenmesstechnik zusammen. Vereint in der Multisensorik ermöglichen sie die präzise und flexible Vermessung Ihrer Bauteile.





Für die Optische Messtechnik mit Bildverarbeitungssensor wird das Messobjekt durch das Objektiv einer Matrixkamera erfasst. Die Kameraelektronik wandelt die optischen Signale in ein digitales Bild um, das zur Berechnung der Messpunkte mit der Messsoftware WinWerth herangezogen wird. Die optische Koordinatenmesstechnik gewinnt durch die wachsende Komplexität und Miniaturisierung der Bauteilformen an Bedeutung.

Für die berührungsfreie 3D Messung mit Bildverarbeitungssensor steht unser Multisensor-Koordinatenmessgerät WERTH ScopeCheck FB mit einem Messvolumen von 400x400x300mm für Sie bereit.
Optische und damit berührungslose Sensoren erfassen in kurzer Zeit viele Messpunkte. Da sich das Objektiv auch während der Messung in ausreichendem Abstand zur Werkstückoberfläche befindet, muss das Werkstück nicht zeitaufwendig angetastet werden.
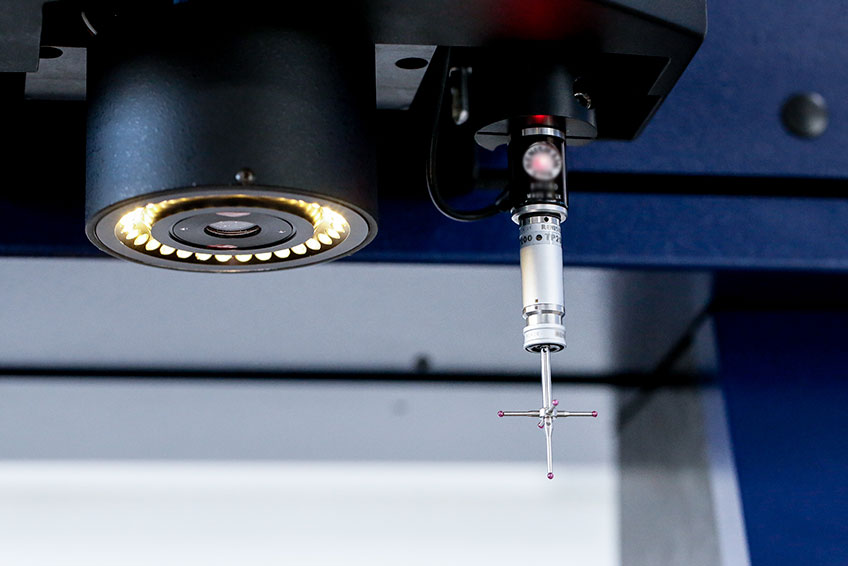
Bei der Vermessung mit taktilen Koordinatenmessgeräten wird der Tastkopf an verschiedene Messelemente bewegt.
Dabei wird die Werkstückoberfläche mit dem Taster berührt und Messpunkte erzeugt. Der Taster besteht gewöhnlich aus einer Kugel aus synthetischem Rubin an einem zylindrischem Tasterschaft.
Jeder Antastpunkt im Messvolumen wird mit seinen kartesischen Koordinaten (X, Y, Z) ermittelt. Die ermittelten Antastpunkte werden in der Messsoftware zu geometrischen Elementen verarbeitet und als Prüfmerkmal mit Toleranzen ausgegeben oder grafisch ausgewertet. Die taktile Messtechnik ist ein Standardmessverfahren zur Ermittlung von Form, Lage und Maßen und wird heute in vielen Branchen vorrangig eingesetzt.




Für die taktile Messtechnik steht uns ein Koordinatenmessgerät ZEISS ACCURA zur Verfügung. Mit seinem Messvolumen von 900x1600x800mm, Dreh-Schwenk-Gelenk RDS und Sensor VAST XXT sowie der Messsoftware CALYPSO inklusive den Erweiterungen CURVE und FREEFORM ermöglicht es uns auch größere und komplexe Bauteile für Sie taktil zu vermessen.
Die Messsoftware WinWerth ist vollständig 3D-fähig und verfügt über das Softwaremodul Gear Measure der WERTH Messtechnik GmbH auf der Basis von ZEISS INVOLUTE Pro. Der Tasterwechsler ermöglicht uns taktiles Messen im CNC-Messdurchlauf ohne Unterbrechung.
Die Multisensor-Koordinatenmesstechnik vereint das taktile und optische Messen. Flexibilität, Komplexität und Genauigkeit sind für uns als Dienstleister tägliche Herausforderungen. Um Ihren Anforderungen gerecht zu werden, nutzen wir Messgeräte mit Multisensor-Koordinaten-Messtechnik.
Eine besonders hohe Flexibilität bietet unser Multisensor-Koordinatenmessgerät ScopeCheck durch die Kombination mehrerer unterschiedlicher Sensoren in einem Gerät. Für jedes zu messende Merkmal kann der optimale Sensor ausgewählt werden. Die Messergebnisse der unterschiedlichen Sensoren liegen in einem gemeinsamen Koordinatensystem vor. Hierfür wird die Position der Sensoren vorab zueinander eingemessen. Dies ermöglicht es, die Ergebnisse verschiedener Sensoren zu kombinieren, um Merkmale zu messen, die mit einem Sensor allein nicht oder nur schlecht messbar sind. Optisches und taktiles Messen lassen sich in Kombination abwechselnd nutzen, ohne die laufende CNC-Messung zu unterbrechen. Erst diese Kombination ermöglicht es uns, die meisten industriellen Aufgabenstellungen für Sie durchzuführen.
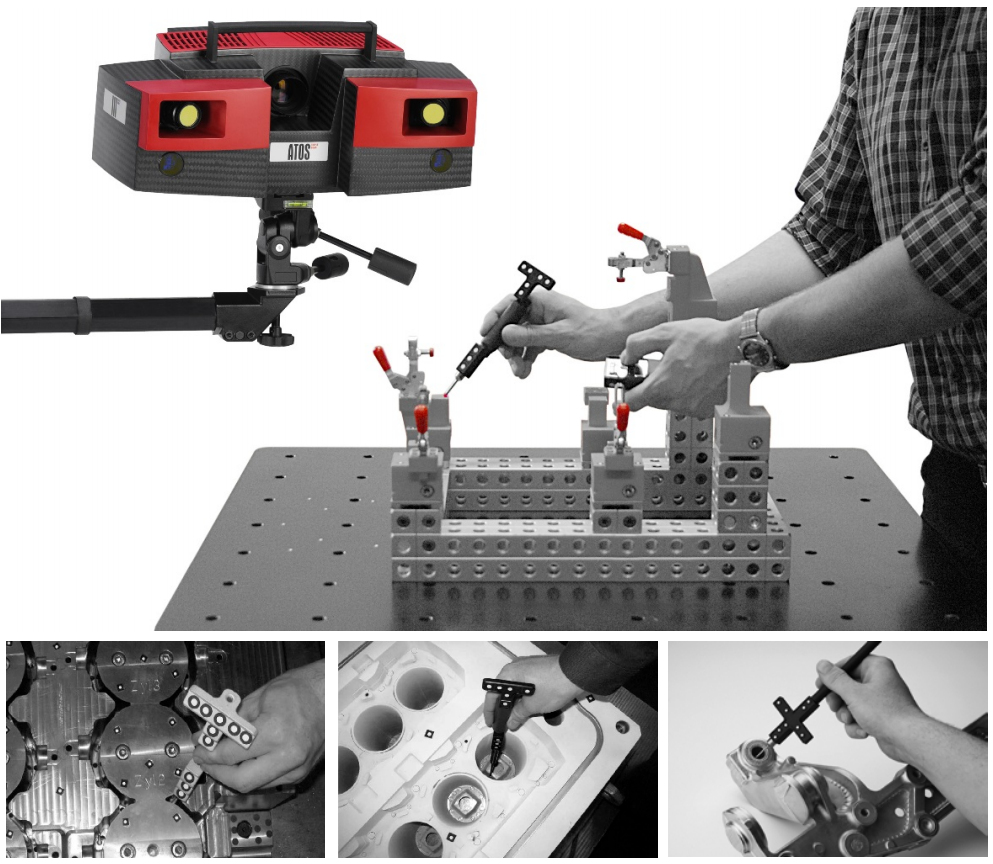
Der GOM Taster ist ein handgeführter Taststift mit einer kalibrierten Punktmarken-Gruppe, die vom ATOS Scanner optisch erfasst wird. ATOS liefert ein 3D-Polygonnetz, das die Objektoberfläche exakt beschreibt. Hinzu kommen die 3D-Koordinaten der Messpunkte des Tasters. Dies ermöglicht das Messen von optisch schwer zugänglichen Bereichen, das Messen von Regelgeometrien, den direkten Vergleich gegen CAD-Daten, das schnelle Messen von Einzelpunkten sowie die Online-Ausrichtung.
Die ATOS- und Tastermessungen werden innerhalb des gleichen Systems durchgeführt und mit einem Softwarepaket ausgewertet. Dadurch lassen sich Messungen schnell durchführen, und es kann leicht zwischen flächenhafter und taktiler Messung bzw. Analyse gewechselt werden.
Anfrage per Mail
info@hema-ct.de
Telefonische Beratung
+49 (0) 7161 934205-0
Anfrage über unser
Kontaktformular